
什么是铝型材拉弯时效?
文章出处:管理员 人气:发表时间:2023-05-10 10:29
答:就是一个时间点,时效后会提高铝型材硬度,造成拉弯费劲。同时会导致焊合线(焊接线、和流线)开裂,甚至拉弯时变形。
关于型材拉弯工艺特点及要求
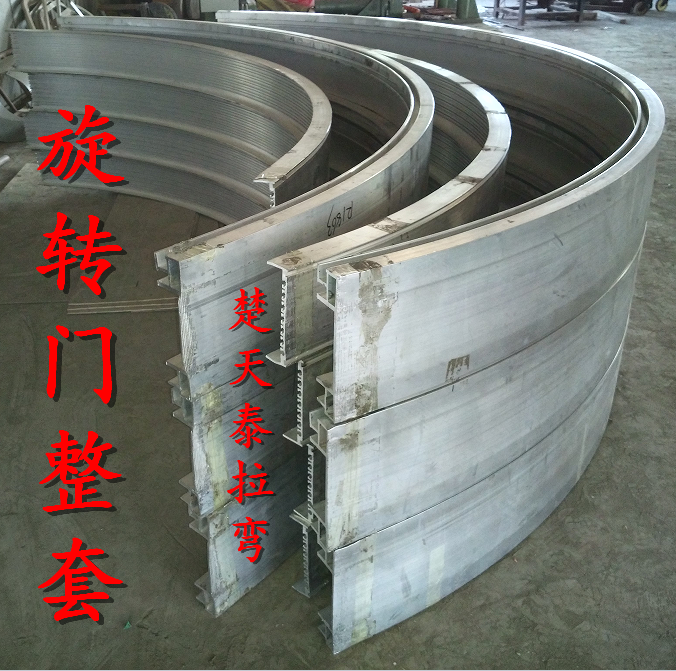
1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。
2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。
备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。
3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。
4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。
5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(ð≤10%),铝型材的国家标准为ð≥ 8 %;ð = t / R内×100% = (R外-R内) ÷R内×100% 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。
6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。
下一篇:型材拉弯常见知识问答? 上一篇:没有了
此文关键字:什么,是,铝型材,拉弯,时效,就是,一个,时间,点,



同类文章排行
- 轨道车辆车体端梁拉弯成形工艺研究
- 关于型材拉弯工艺特点及要求
- 拉弯技术在断桥铝门窗中的应用
- 汽车拉弯件概况(种类、材料、发展及研究现状
- 如何减少和避免铝型材弯曲报废
- 冷弯与热弯//压弯、滚弯与拉弯
- 几种特殊形状零件的拉弯法——变切面型材、具
- 铝型材在拉伸过程中有哪些注意事项?
- 管道工程中什么是冷弯什么是热弯?
- 什么是铝型材拉弯时效?
