
几种特殊形状零件的拉弯法——变切面型材、具
1、变切面型材的拉弯
拉弯件的毛料一般要求是等切面的,以免应力集中或各切面应力相差太大而拉断、零件外形、厚度、缺口等要在拉弯成形后再进行铣切加工。但成形后的零件划线及铣切都较困难,而且铣切后还往往引起变形。因而对某些零件(如高度及厚度均匀过渡零件)尽可能采取先铣切后拉弯的工序安排。图10-23所示零件采用先铣切后拉弯,工件的相对弯曲半径由1.5mm变为2.8mm,是拉弯能够较顺利进行,并节约了铣切后的手工校型工序。先铣后拉弯的拉力计算可按最小切面进行。
若型材截面尺寸是均匀地由大变小,此类零件最好采用转台拉弯机拉弯。由小剖面端开始拉弯,开始用较小的拉力,随着剖面尺寸的增大而逐步加大拉力,直至最后成形。因侧压装置的压紧作用及零件与模具间的摩擦,最大的拉力传到小剖面处已经逐渐减小到不足以拉断工件。

2、具有下陷零件的拉弯
具有下陷的拉弯件,下陷的加工一般在拉弯后用专用下陷模压制。对板弯型材及较薄的挤压型材(厚度t≤2mm)、下陷较浅的拉弯件(h≤1.6mm)亦可在拉弯后(夹头未松开)在拉弯模上用压下陷块手工敲打或顶压出下陷。这种拉弯模上装有钻模块及划切割线模块,可用气钻钻孔及划线,以保证孔位及切割位置的正确性。
转台拉弯机可在拉弯的过程中边弯曲边用侧压头压下陷,如图10-24所示。然后用销钉将压块固定在模具上,以免转台继续转动时把已压出的下陷拉变形。

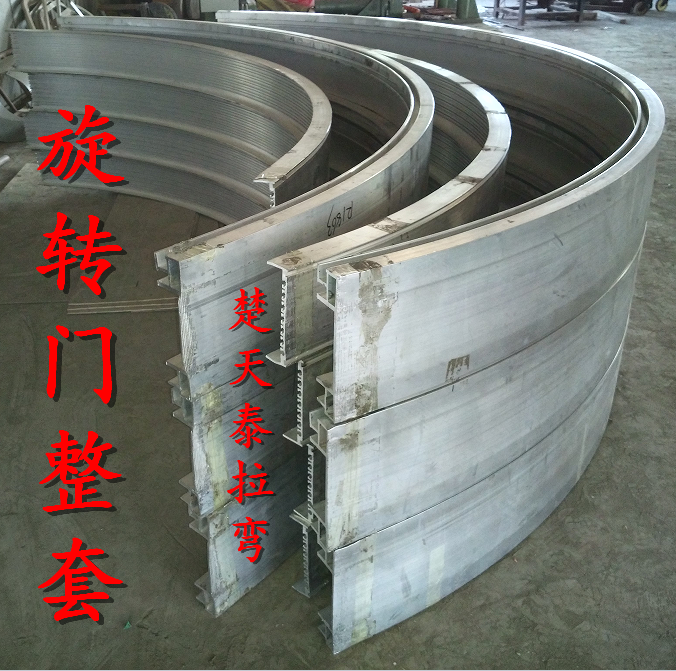
3、环形件、空间弯曲件的拉弯
环形件采用转台拉弯机进行拉弯,成形精度(直径、角度、平面度)较其他方法有很大提高,剖面畸变及扭转都大为降低,整修工时可以成倍地降低。
用转台拉弯机成形的各种不同断面的型材如图10-25。
制造环形件时,需注意以下几个方面。
1)用侧压,以控制工件的外形及断面形状。
2)必须准确地切割,以便得到准确的直径。
3)已弯成螺旋形的零件,切割后最好能自动回弹成为一个无螺旋的平面环。
成形螺旋形零件时,主夹头工作方式有两种,如图10-26所示。
主缸夹头轴线与水平线呈一夹角,弯曲过程中,主缸夹头上下位置部件(见图10-26a)。此方式当螺距较大时,切割后工件不能呢个回弹成一平面环。

主缸夹头呈水平,弯曲过程中夹头上下位置随工作台的转动作相应的变化,使工件未弯曲部分始终呈水平(见图10-26b)。此方法拉制的零件在切割后能回跳为一平面环。为实现以上运动,机床应有一套相应的随机机构。在无随动机构的一般转台拉弯机上,主缸夹头的垂直运动随台面的转动分段调整。



同类文章排行
- 轨道车辆车体端梁拉弯成形工艺研究
- 几种特殊形状零件的拉弯法——变切面型材、具
- 压弯和拉弯构件指什么?截面强度如何计算?稳
- 如何减少和避免铝型材弯曲报废
- 铝型材在拉伸过程中有哪些注意事项?
- 关于型材拉弯工艺特点及要求
- 拉弯技术在断桥铝门窗中的应用
- 汽车拉弯件概况(种类、材料、发展及研究现状
- 冷弯与热弯//压弯、滚弯与拉弯
- 管道工程中什么是冷弯什么是热弯?
